Ремонт головки блока цилиндров ЯМЗ: ключевые аспекты для надёжного результата
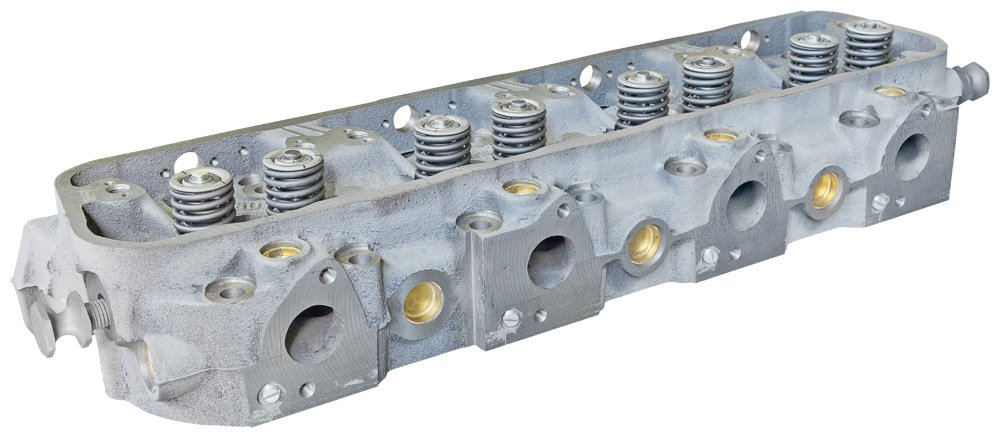
Головка блока цилиндров (ГБЦ) ЯМЗ — это сложный и ответственный узел, от состояния которого напрямую зависит работоспособность всего двигателя. Ее ремонт требует не просто механического вмешательства, а глубокого понимания специфики конструкции и условий работы. Восстановление ГБЦ ЯМЗ — это всегда баланс между экономической целесообразностью и стремлением к максимальному ресурсу.
Фундаментальные этапы: от диагностики до сборки
1. Тщательная дефектовка — основа успеха
Первый и самый важный шаг — всесторонняя оценка состояния головки. После мойки и очистки от нагара необходимо проверить:
● Визуальный осмотр на предмет трещин. Особое внимание — зонам между седел клапанов, перемычкам, области вокруг форсуночных отверстий (для дизелей). Использование метода цветной дефектоскопии (капиллярный контроль) здесь предпочтительнее народных методов с керосином.
● Проверка плоскостности привалочной поверхности. Допустимый прогиб для большинства головок ЯМЗ обычно не превышает 0,1 мм. Шлифовку плоскости стоит проводить на качественном оборудовании, снимая минимально необходимый слой.
● Диагностика направляющих втулок клапанов (236.1007032-Б) и самих седел. Люфт клапана во втулке, эллипсность и износ — прямое показание к замене. Здесь нельзя экономить: разбитые втулки ведут к повышенному расходу масла и прогоранию клапанов.
2. Работа с клапанным механизмом: точность и материалы
● Замена направляющих втулок и седел клапанов. Критически важно обеспечить соосность седла и направляющей втулки. Расточка под новую втулку и ее запрессовка должны выполняться на станке, гарантирующем точную геометрию. Седла должны иметь правильный угол фаски (чаще 45°, иногда 30° для впуска) и идеальную посадку "в холодную" с натягом.
● Притирка или фрезеровка клапанов. Современный подход — обработка фрезой на станке для идеальной геометрии контактной поверхности. Если применяется ручная притирка, то только для окончательной "подгонки" после машинной обработки.
● Проверка пружин клапанов. Обязательно измерение свободной длины и усилия при заданной высоте. Просевшие пружины — причина несвоевременного закрытия клапанов и встречи с поршнем.
3. Восстановление резьбовых соединений
Резьба под свечи накала/форсунки и шпильки крепления ГБЦ (240-1003019) испытывают огромные нагрузки. Восстановление резьбы с помощью ввертных ремонтных втулок (футорок) — надежное и долговечное решение, которое предпочтительнее простого рассверливания и нарезания большего размера.
4. Гильзовка форсуночных отверстий (для дизельных ЯМЗ)
В двигателях, где форсунка устанавливается непосредственно в головку, ее отверстие со временем разбивается. Установка ремонтной бронзовой или стальной гильзы — специализированная операция, требующая высокой точности для обеспечения герметичности камеры сгорания и правильного теплоотвода от форсунки.
На что обратить особое внимание? Практические советы
1. Трещины — не всегда приговор. Небольшие поверхностные трещины на выпуске могут быть заварены аргонно-дуговой сваркой с последующей механической обработкой. Однако сквозные трещины в межклапанных перемычках или между рубашкой охлаждения и масляным каналом часто делают ремонт нерентабельным.
2. Качество комплектующих. Используйте оригинальные или проверенных производителей запчастей (например, "ЯЗДА", "АВТОРИТЕТ"). Китайские клапаны, втулки, седла сомнительного качества быстро приведут к повторному ремонту. Особенно это касается термонагруженных деталей.
3. Термообработка после сварки или шлифовки. После любых серьезных работ, связанных с нагревом или снятием напряжения, головка должна пройти нормализацию в печи для снятия внутренних напряжений, которые в противном случае приведут к деформации или новым трещинам.
4. Чистота масляных и охлаждающих каналов. После всех операций необходимо тщательно продуть все каналы сжатым воздухом и промыть. Оставшаяся стружка или абразив — убийца нового двигателя.
5. Профессионализм исполнителя. Ремонт ГБЦ ЯМЗ — не та задача, которую можно доверить гаражному мастеру с набором напильников. Обращение в специализированную мастерскую, имеющую необходимое измерительное и станочное оборудование (стенд для проверки на герметичность, фрезерный станок, оборудование для гильзовки), — это инвестиция в долгую жизнь двигателя.
Ремонт головки блока цилиндров ЯМЗ — это комплекс высокоточных операций, где важна каждая деталь. Экономия на одном из этапов (например, на дефектовке или качестве втулок) почти гарантированно приведет к повторной разборке и куда большим затратам.
Грамотный ремонт с использованием качественных материалов и технологий позволяет вернуть узлу до 80-90% его первоначального ресурса. Главное — уделить внимание подготовке, не пропускать диагностические этапы и доверять работу проверенным специалистам, которые понимают нагрузку, которую несет эта деталь в тяжелых условиях эксплуатации.